Silicone tubes are everywhere—from medical IV lines and food-grade dispensers to automotive seals and industrial fluid systems.
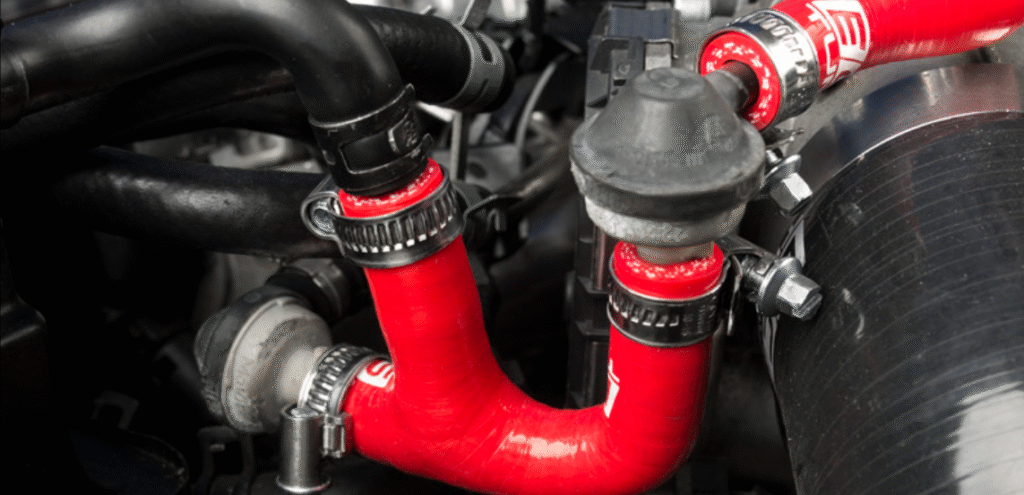
But have you ever wondered how these flexible, high-performance tubes are actually made? Behind every tube is a precise journey that begins with sand and ends with a high-purity, precision-cut product. Let’s walk through each step of how silicone tubes are manufactured, from raw material to the finished product you rely on.
1. From Sand to Silicone: The Birth of the Raw Material
The process starts with quartz sand—a source of high-purity silica (SiO₂). This silica is heated in an electric arc furnace at around 1800°C to produce metallic silicon.
This metal is then reacted with methyl chloride under heat and pressure to create methylchlorosilanes, the building blocks of silicone.

After distillation and purification, these compounds undergo hydrolysis and condensation reactions, ultimately forming polydimethylsiloxane (PDMS)—the base polymer used in silicone tubing.
2. Compounding & Mixing: Tailoring the Material
Once PDMS is created, it must be mixed with other ingredients depending on the final use of the tubing:
Fillers (like fumed silica) for strength
Curing agents (platinum or peroxide-based)
Pigments or stabilizers
Medical- or food-grade additives, when applicable
This is done using precision compounding equipment, such as twin-roll mills or closed mixers, ensuring consistent dispersion of ingredients. For medical and pharma-grade tubing, this phase must be performed in a tightly controlled cleanroom environment.
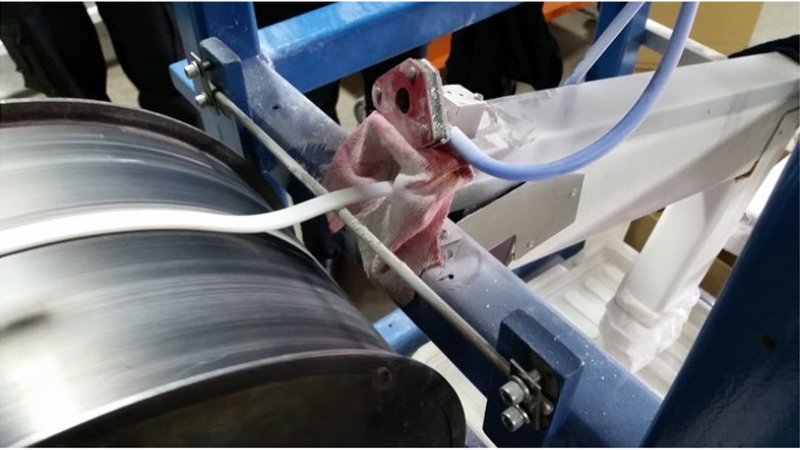
3. Extrusion: Turning Silicone Into Tubes
This is where silicone becomes a tube.
The mixed compound is loaded into an extruder, which pushes the material through a tubular die—shaping it into a hollow, cylindrical form. Key variables during this step include:
Inner/outer diameter calibration
Wall thickness control
Line speed and die temperature
In high-precision settings, manufacturers like Kinsoe use advanced PLC-controlled extruders that maintain ±0.05 mm tolerances throughout the line.
4. Curing: Locking the Shape
Immediately after extrusion, the uncured silicone tube enters a curing oven. Depending on the curing system, this may be:
Hot air tunnel (common for high-consistency rubber, HCR)
Infrared oven (for rapid line speeds)
Steam or salt bath (for specific industrial applications)
This step vulcanizes the material, locking its shape and giving it elasticity, durability, and thermal stability.
This short video from NewAge Industries shows the full silicone tube extrusion and curing process in action
5. Cooling, Cutting & Post-Curing
Once cured, the tube is cooled to room temperature before being:
Automatically cut to length or spooled
Visually and mechanically inspected for wall consistency, roundness, and diameter
Post-cured (if peroxide systems were used) in a secondary oven to remove any residual byproducts
6. Inspection & Quality Testing
Every batch of silicone tubing goes through strict quality checks, including:
Dimensional inspection
Tensile and elongation tests
Burst pressure testing
Surface integrity and transparency checks
Biocompatibility testing (for medical-grade products)
7. Packaging: Clean and Contamination-Free
Every batch of silicone tubing goes through strict quality checks, including:
Dimensional inspection
Tensile and elongation tests
Burst pressure testing
Surface integrity and transparency checks
Biocompatibility testing (for medical-grade products)
Final Thoughts
Silicone tubes may look simple, but their manufacturing process is anything but. From the purity of the raw materials to the exact tolerances achieved during extrusion, every detail matters—especially in critical applications like medical devices or food handling. By combining chemical precision with mechanical control, manufacturers deliver a product that’s flexible, durable, and trusted worldwide.